
V4
| 化学成分 |
| |||||||||||||
| 出厂状态 |
| |||||||||||||
| 特性应用 | V4特别适用于那些因粘着磨损或崩角引起失效的场合,即: |
V4简介
⑴工具钢的关键参数
★模具性能方面
•依据不同的应用选择正确的硬度•高耐磨性•高韧性
通常,高耐磨性的模具的韧性都较低,反之亦然。然而,在许多情况下使模具有很好的性能,工具钢必须同时具备高耐磨性和高韧性。ASSAB V4是经粉末冶金炼钢工艺生产的高性能冷作模具钢,它有极好的耐磨性和高韧性的良好组合。
★模具制作方面
•机械加工性•热处理•热处理时尺寸稳定性•表面处理
高合金工具钢通常比低合金钢更难加工和热处理。因此高合金工具钢模具的制作费用也较高。 V4的合金成份十分均衡,并且由粉末冶金炼钢技术炼制而成,因此具有与AISID2钢种相似的机械加工性能和热处理工序。 V4最大的优点是淬硬与回火时的尺寸稳定性比目前所有已知晓的高性能冷作工具钢都好。这也意味着: V4非常适用于CVD涂层处理。
⑵ V4的特性:
V4是一种铬-钼-钒合金钢,其具有以下特性:
♦高耐磨性♦高抗压强度♦良好的整体淬透性♦良好的韧性♦淬火、回火后优良的尺寸稳定性♦良好的抗回火软化性
精冲加工,尤其被加工材料较厚时,对模具的耐磨性和韧性要求很高。用此种V4钢模具精冲5毫米厚板材料,可获得很好的效果。
V4的应用
V4特别适用于那些因粘着磨损或崩角引起失效的场合,即:
♦被加工材料软而粘,如奥氏体不锈钢、低碳钢、铜、铝等♦被加工材料较厚,例如:冲切及成型;精冲;冷挤压;粉末压制;刀具;拉深等。
ASSAB V4的物理性能
淬火及回火至60HRC
| 温度(℃) | 20 | 200 | 400 |
| 密度(Kg/m3) | 7600 | --- | --- |
| 弹性系数(N/mm2) | 200000 | 185000 | 170000 |
| 热膨胀系数(/℃从20℃起) | --- | 10.8×10-6 | 11.9×10-6 |
| 热传导系数(W/m℃) | 26 | 27 | 28.5 |
| 比热(J/Kg℃) | 460 | --- | --- |
ASSAB V4的冲击韧性
下图是ASSAB V4经不同温度回火后,在室温下的冲击韧性值。样品尺寸:7×10×55毫米,无缺口样品。淬硬温度:1020℃空冷,回火两次。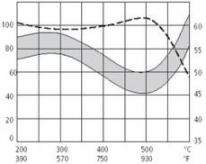
V4的热处理
⑴软化退火
在保护气氛中加热至900℃均热后,于炉中以每小时10℃的速度,冷却至650℃,然后空冷。
⑵消除应力
钢材经过粗加工后,欲消除加工残留应力,则须将钢材加热至650℃,均热两小时,再于炉中缓冷至500℃,然后放于空气中冷却。
⑶硬化(淬硬)处理
预热温度:600-700℃
奥氏体化温度:980-1100℃,常用温度为1020℃。厚度>70毫米的模具,应选用1060℃,保持时间:30分钟。
注意:保持时间=当钢材中心点达到奥氏体化温度后,再需要保持的时间。保持时间少于30分钟将引致硬度下降。
在硬化过程中,须保护模具以避免氧化及脱碳。
⑷淬冷介质
•在真空炉中,以高速及足够正压的气体冷却•在500-550℃的盐浴炉或流动粒子炉中,分级淬火,然后在空气中冷却。
注意1:当钢材温度降至50-70℃时,必须马上进行回火。
注意2:为了要使模具获得适应的性能,在可接受的变形范围内,冷却速率越快越好。
注意3:当模具壁厚超过70毫米时,应在分级淬火后再用高速气体冷却。
⑸回火
参照下面的回火曲线图,不同的硬度应选择不同的回火温度。模具应进行两次回火,而每次回火后都必须冷却至室温。最低回火温度是180℃,保持时间至少两小时。为避免模具韧性降低,不应在470-520℃之间进行回火。
⑹深冷处理
模具若需获得稳定的尺寸,可依下列方法作深冷处理:
淬冷后立即深冷至-70至-80℃之间,保持1~3小时,然后进行回火。深冷处理会使硬度提高约1HRC。形状复杂的模具不应深冷,以避免模具破裂。
⑺氮化处理
氮化处理可形成高硬度的表面硬化层,其具有很好的耐磨性和抗侵蚀性。
V4通常以525℃左右高温回火,所以氮化温度不应超过500-525℃,因此最好采用离子氮化方式进行氮化处理。
V4氮化后的表面硬度约为1250HV0.2kg,氮化层深度应根据实际应用而决定。
V4的研磨
正确的研磨技术可避免形成研磨裂痕更能改进模具的寿命。切记经低温回火的模具对研磨引致失效更加敏感。应使用经过削锐,磨粒粘结松软的砂轮。同时采用低的圆周线速度和使用足够的冷却也可降低因研磨造成破坏的机会。具有“冷切”性能的砂轮效果应更佳。尽可能选用氮化硼(CBN)砂轮。
V4的电火花加工——EDM
如果钢材在硬化及回火后需进行EDM加工,应采用“幼电加工”,即:低电流,高频率。为提高摸具性能,经电火花加工后的表面应进行研磨或抛光去除表面白层,然后以比原先回火温度低25℃的温度再回火一次。
当大型尺寸或形状复杂的ASSAB V4进行电火花加工前,应选用500℃以上的高温回火温度。





